生徒さんに3D CADへの興味を持って貰うには加工機をセットで!
5ヶ所程の学校やロボット教室で出前授業をしましたが、”3D CAD講習会”を開いて後は独学で頑張ってという方式は殆ど効果が無いと実感しました。
3D CADの技術を手に入れるとリアルに部品を作る前にPC上で干渉チェックや組立順の不具合が確認できる(手戻りが減らせる効果)事をアピールするのですが、部品加工が手作業なので図面化が面倒くさいですし、図面化の操作まで講習するのは時間的に現実的ではありません。
ですので、3D CAD講習後に継続的にCADを独習してロボット全体をアッセンブリするまでのスキルを身に着ける方は極少数にとどまります。
ところが、気まぐれで某学校にレーザー加工機をレンタル設置したら、物凄いモチベーション!
10月初旬に設置しに訪問した際、”担当の先生と来年のロボット作りには3D CADで加工データが作れるようになったら良いですね(ブロック大会まで2か月ないタイミングだったので)”とお話したのですが、今年のロボットの機構が3D CAD設計&レーザー加工になっていました。
興味を持ったのは、特定の個人ではなく、部活全体で盛り上がってました。
その要因は?
●レーザー加工機で部品を作る手順が簡単で機構担当以外の人も使えた
●部品加工時間が短い
●厚紙をレーザーカットして実際のサイズ感や穴位置・穴径の確認をしてからアクリルで本番の手順で失敗が少ない
●材料と非接触で加工するので加工中の脱調などによる失敗がない
仕事柄レーザー加工機、NCフライスのどちらも使うのですが、部活でNCフライスを導入するのは、お勧めしません。
理由は以下の通りです。
●部品を作る手順にノウハウがあり、導入直後は実運用に耐えない
●部品加工時間が長い(放課後の時間内で切削できない部品が出てくる)
●加工途中の脱調などによる加工失敗が生じやすい
●3軸NCフライスの場合、切削可能部品の自由度が低い
●固定部や支えが必要となるので材料の無駄が多い
●完全に切り落とせないので支えのカットなどの追加工・バリ取りの時間が必要
●エンドミルの破損・損耗、スピンドルモータの消耗、捨て板などの補材等、ランニングコストが高い
●加工時の騒音が大きい
●キリコが飛び散って大変
レーザー加工機の欠点として”レーザー加工は平板しか切れないので3D部品が作れない”と言う方が居られるので実例を一つ紹介します。
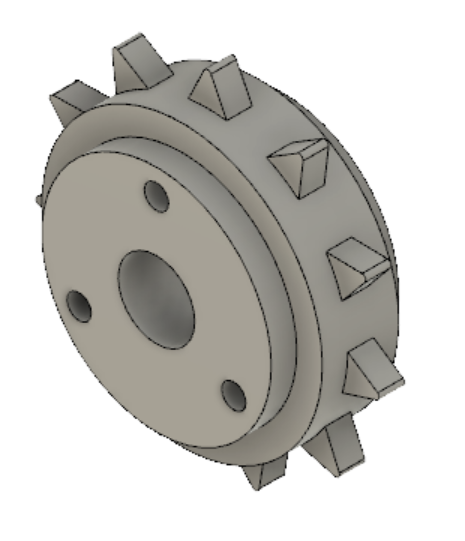
タミヤ製トラック&ホイールセットをギヤが露出していないプラスチックTTギヤモータで使いたい場合はシャフト形状が異なる為にスプロケットホイールを自作する必要があります。
3Dデータにするとこんな感じになります。
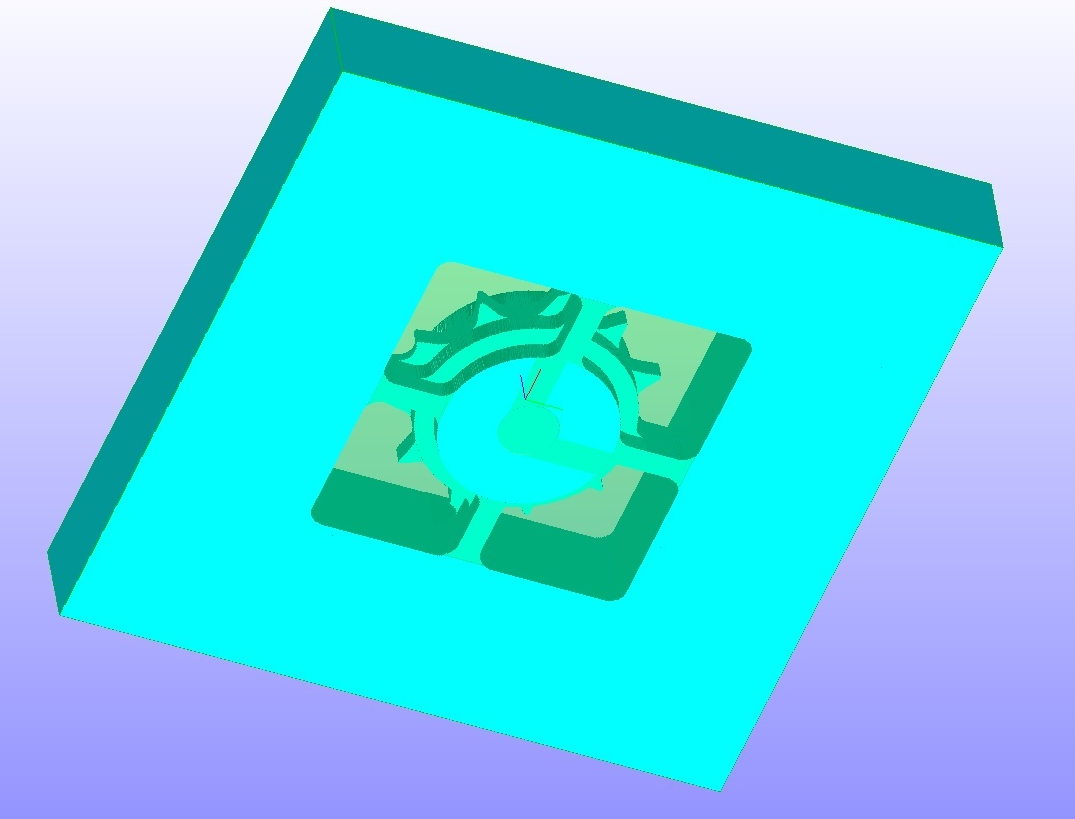
NCフライス用のツールパス作成をする必要がありますが、以下の様なデータで切削すると部品切削終了直前にエンドミルに部品が巻き込まれて飛んでいく危険があります。

正しくは以下の様に支えを付けて両面から切削する事を前提としたデータを作ります。
表面の切削完了後、裏面に材料を固定する際の位置決め精度など両面の位置関係が崩れない為のノウハウと実際に設置する技量が問われます。
切削予想時間は3時間50分です。
切削終了後の支えのカット・仕上げ作業は手作業です。
以下は3D構造の部品をレーザー加工機で作る場合です。

CADデータ作成の際に接着作業の位置出しに使う平行ピンの穴を用意します。
5部品全て切削して2分19秒です。
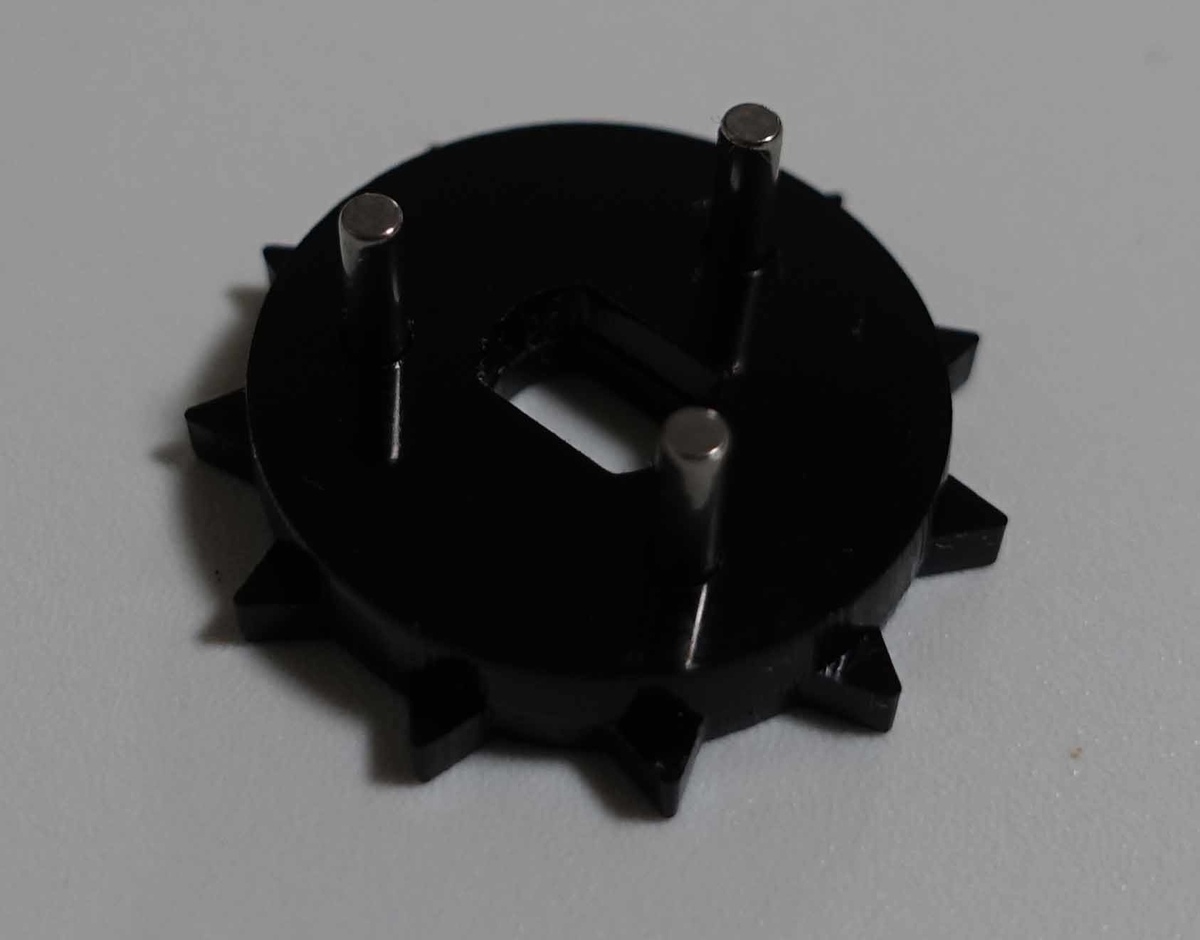
この作業を行って完成したスプロケットホイールはこちら

接着材は直ぐに剥がれるイメージがある様ですが、溶剤型接着材は強力です。
アクリル接着材の場合、剥がそうと思って力を加えると接着面と違う所が割れる位です。また接着材乾燥時間がとても早く瞬間接着剤よりよっぽど”瞬間”です。
5部品の接着作業時間は5分程度です。
レーザー加工機用の3Dデータ作成ノウハウ・製作ノウハウはまた別の機会で解説します。